
Sök

Logga in Gå med gratis







1 / 5
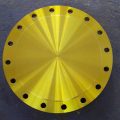
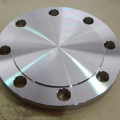
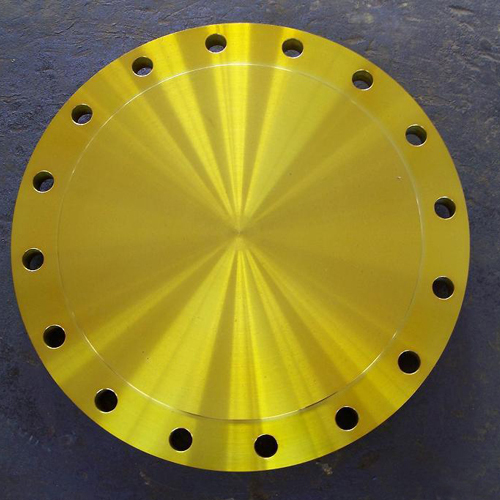
Kolstål EN1092-1 Typ 05 Fläns
Få Senaste Pris
Skicka förfrågan
| Model No. : | PN1.0 DN10-1000 |
|---|---|
| Brand Name : | Jimeng Flange |
10yrs
Cangzhou, Hebei, China
- Tillverkare
- Handelsföretag
- OEM -tjänst
- Plattformscertifiering

- Online Expo

- Video


Hebei Jimeng Highstrength Flange-tubes Group Co.,Ltd.
Du kanske också gillar










Produktbeskrivning
Blindfläns, blindfläns kallas också blindfläns, namnet kallas flänshöljet. Är mittflänsen utan hål, för förseglad rörplugg. Tätningsyta sorteras mer, i form av ett plan, konvex och konkav och konvex yta, räfflad yta, RTJ.
Produktionsprocessen består av smide, gjutning, skärsystem, dessa tre.
Gjutningsflänsen och smidesflänsenSmidda flänsar, den tomma formen är korrekta, bearbetningskapaciteten är liten, kostnaden är låg, men det finns gjutningsfel (porositet, spricka, inklusion). Dålig gjutning intern organisation effektivisera (om det är skärande delar, mindre strömlinjeformad);
Smide flänsar som är generellt lägre än gjutflänskolven är inte lätt att rosta, smidas bra strömlinjeform, organisationen är kompakt, mekanisk prestanda överstiger gjutflänsen;
Felaktig smide teknik kan också förekomma korn stor eller ojämn, solidification cracking fenomen, högre än gjutning fläns smide kostnad.
Smide än gjutning kan tåla högre skjuvning och dragkraft.
Casting fördel är att det kan komma mer komplicerad form, kostnaden är låg;
Uniform smide fördel ligger i den interna organisationen, det finns ingen gjutning i porositet, inneslutningar och andra skadliga defekter.
Från gjutningsprocessen är skillnaden mellan fläns och smidesfläns, såsom centrifugalfläns, en av gjutflänsen.
Centrifugalfläns, fläns tillhör precisionsgjutningsmetod för att producera denna typ av gjutning än vanlig sandformgjutning till mycket bra organisation, kvalitetsförbättring, det är inte lätt att förlora organisation, porositet, trakom och andra problem.
Först och främst måste vi förstå hur centrifugalflänsproduktion, platt svetsflänscentrifugal gjutningsprocessmetod och -produkt kännetecknas av att produkten bearbetas genom följande processsteg:
(1) till de valda råvarorna i mellanfrekvensen elektriska ugnsstålsmältning, smält ståltemperaturen 1600-1600 ° C;
(2) metallformen före upphettning till 800-900 ° C konstant temperatur;
(3) startcentrifug, det smälta stålet i steg i steg (1) (2) efter förvärmning i metallform;
(4) kasta naturlig kylning till 800-900 ℃ hålla 1-10 minuter;
(5) vattenkyld till nära rumstemperatur, avlägsna gjutningen.
Utforska fler produkter i kategorin











10yrs
Cangzhou, Hebei, China
- Tillverkare
- Handelsföretag
- OEM -tjänst
- Plattformscertifiering
- Online Expo
- Video
Skicka din förfrågan till denna leverantör
Skicka förfrågan